Picture this: a mid-sized packaging converter lands a promising contract for lightweight produce bags. Their existing line has been running LDPE for years—trouble-free, predictable, forgiving. The new order, however, specifies HDPE for its crisp feel and higher stiffness. The operations team tries a quick material swap, only to face melt pressure fluctuations, poor bubble stability, and film that looks more frosted than transparent. The rush order turns into a troubleshooting nightmare.
This scenario repeats across the industry. The choice between LDPE and HDPE isn’t just a resin switch; it ripples through the entire extrusion process. And when margins are already under pressure, converters need to understand exactly how these two polyethylene families behave—not just on a datasheet, but inside the production hall. Getting the material decision right also means having versatile blown film extrusion systems that can handle both polymers without sacrificing output or quality.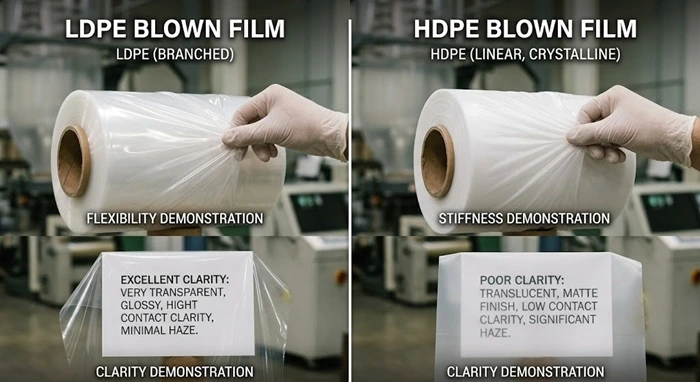
The Molecular Roots of Performance Differences
Before diving into head-to-head properties, it helps to recall what separates low-density and high-density polyethylene at the molecular level. LDPE is defined by its long-chain branching, which creates an amorphous structure with a typical density range of 0.910–0.940 g/cm³ (ISO 1183). Those branches prevent the polymer chains from packing tightly, giving LDPE its characteristic flexibility and excellent melt strength during bubble formation.
HDPE, on the other hand, has a predominantly linear structure with minimal branching. This allows chains to crystallize more efficiently, resulting in densities of 0.941–0.967 g/cm³. The orderly crystalline regions are what deliver higher tensile strength, stiffness, and a higher softening point—but they also make HDPE more demanding to process, especially on equipment originally set up for LDPE.
Head-to-Head: Five Dimensions That Matter to Converters
1. Mechanical Strength and Toughness
When comparing films of the same gauge, HDPE typically exhibits 3–4 times the tensile modulus of LDPE. Tests following ASTM D882 routinely show HDPE blown film delivering tensile yield strengths above 20 MPa, whereas LDPE films often fall in the 8–12 MPa range. This translates directly into real-world performance: heavy-duty merchandise bags, industrial liners, and thin-gauge grocery sacks lean on HDPE’s stiffness and load-bearing capacity.
LDPE, however, wins in elongation and impact toughness. Its ability to stretch well beyond 400% before breaking makes it the go-to for shrink wrap, stretch hoods, and collation films that must absorb sharp impacts without shattering. If your application involves irregularly shaped products or demanding puncture scenarios, LDPE’s toughness is hard to match.
2. Optical Properties: Clarity and Haze
This is often the deciding factor for consumer-facing packaging. LDPE blown films can achieve haze values below 10% and high gloss, which is why bakeries and fresh produce packers favor it. The amorphous regions scatter less light, so the film looks clear and inviting.
HDPE typically exhibits higher haze (15–30% or more in standard blown film) due to its crystalline spherulites. While some modern clarifying agents and rapid quenching can improve clarity, HDPE film still has that characteristic “milky” or pearlescent appearance. For applications where product visibility sells—like retail lettuce bags—LDPE remains king.
3. Processability on the Blown Film Line
Here is where theory meets the factory floor. LDPE’s long-chain branching gives it excellent melt strength; the bubble remains stable even when stretched into thin gauges at high blow-up ratios. Melt temperatures around 160–190°C are typical, and the forgiving nature of LDPE forgives slight variations in die gap or cooling air.
HDPE demands more respect. Its linear chains mean low melt strength—the bubble can wobble, sag, or tear if not supported by a stable internal bubble cooling (IBC) system and a well-designed air ring. Melt temperatures usually run higher, 190–230°C, to reduce viscosity, but overheating risks degradation. In practice, running HDPE successfully requires a grooved feed throat, a barrier screw with proper compression ratios, and precise temperature control across the barrel. Converters who upgrade to modular blown film extrusion lines with quick-change die heads and dual-lip air rings often find they can switch between LDPE and HDPE within a single shift, rather than dedicating separate machines to each material.
4. Barrier and Environmental Stress Crack Resistance (ESCR)
Neither LDPE nor HDPE is a high-barrier polymer, but their behavior differs. HDPE films are generally more permeable to oxygen but slightly better moisture barriers due to higher crystallinity. For food packaging requiring shelf-life extension, both materials typically need a barrier layer—think EVOH or nylon coextrusion.
ESCR, however, is a hidden specification that trips up many newcomers. LDPE, with its amorphous character, handles environmental stress cracking better than HDPE. If the film will contact surfactants, oils, or aggressive chemicals, LDPE may last longer in service, even if it’s mechanically weaker on paper.
5. Cost, Recyclability, and Sustainability
Resin pricing fluctuates, but HDPE tends to be slightly less expensive per pound than LDPE film grades. Combined with its higher stiffness, converters can often downgauge HDPE films while maintaining functional strength—a key lever for lightweighting initiatives. Both materials are fully recyclable within polyethylene streams, and PCR (post-consumer recycled) content is increasingly available for both families. LDPE films are heavily collected through store drop-off programs, while HDPE film recycling is growing, particularly in closed-loop commercial applications.
Choosing the Right Material: A Decision Matrix
| Application | Recommended Material | Why |
| Retail bread bags, produce wrap | LDPE | High clarity, easy opening, good breathability |
| Heavy-duty sacks (cement, resin) | HDPE | Stiffness, high tensile strength, downgauging potential |
| Shrink bundling film | LDPE | Exceptional stretch and puncture resistance |
| T-shirt grocery bags | HDPE | Thin gauge strength, crisp feel, low cost |
| Agricultural silage wrap | LDPE | Toughness, UV resistance, cold-weather flexibility |
| Industrial liners (chemical contact) | LDPE | Superior ESCR |
| Garbage can liners | HDPE or LDPE | HDPE for stiffness and cost; LDPE for tear resistance |
This table highlights a key insight: there is no universally “better” material. The optimum depends on the end-use functional requirements, production economics, and the capability of your extrusion equipment. If your operation serves diverse markets, investing in a blown film extrusion setup that accommodates both LDPE and HDPE efficiently can open new revenue streams without the capital cost of a second dedicated line. When demand shifts, you simply adjust the recipe instead of turning down orders.
Common Pitfalls When Processing Both Materials
Through years of working with converters, several recurring mistakes appear:
-
Using the same screw for both polymers. A barrier screw optimized for LDPE often struggles to feed and melt HDPE uniformly, leading to pressure swings and gels.
-
Neglecting cooling adjustments. HDPE needs more aggressive cooling to lock in the desired crystalline structure. Without a high-capacity air ring and possibly IBC, film optics and gauge uniformity suffer.
-
Overlooking downstream tension control. Stiffer HDPE film behaves differently on nip rollers and winders. Nip pressure and winding tension profiles must be recalibrated to avoid telescoping or blocking.
Addressing these issues at the equipment level, rather than through endless operator tweaks, is how high-mix converters stay competitive. A modern processing line that simplifies material changeovers reduces downtime and scrap, which directly improves margins.
Building a Flexible, Future-Ready Operation
If your production schedule bounces between LDPE and HDPE films—or if you’re fielding inquiries for both—the bottleneck is rarely the resin itself. It’s the speed at which your line transitions between the two. In one documented case, a converter serving both the garment and construction sectors reduced changeover time by 40% after switching to a purpose-designed blown film system with segmented temperature control and a universal die geometry. The ability to run either material on a single line converted what used to be a scheduling conflict into a competitive advantage.
For those ready to move beyond workarounds and start delivering consistent, high-quality film regardless of polymer choice, it can be valuable to explore how purpose-built extrusion technology bridges the LDPE/HDPE divide. discover Songsheng’s approach to versatile blown film production and see how an integrated system can adapt to your product mix without forcing you to compromise on throughput or film quality.
Disclaimer: Processing parameters and material data cited are based on typical commercial grades and industry standards (ASTM D882, ISO 1183). Actual results may vary depending on resin formulation, equipment configuration, and operating conditions. Always consult with material suppliers and equipment manufacturers for application-specific recommendations.












